 John A. Weismantel
John A. Weismantel
INTEC AUTOMATION NAMED TOP MACHINE VISION SOLUTION PROVIDER
With its deep-rooted foundation of over two decades of experience in factory automation, specialty equipment and clean-sheet design and build of...
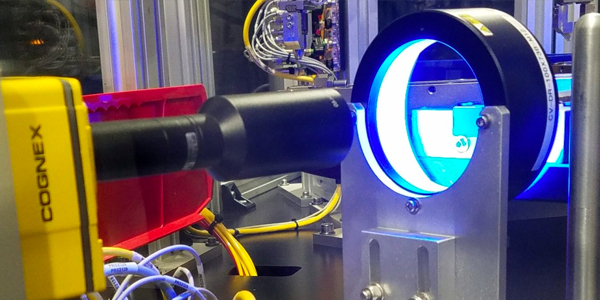
Machine vision and computer vision systems both perform image processing to analyze data about a product or process. Both typically consist of a camera to take images and specialized software to handle the data. However similar these processes may be on the surface, these vision systems do have significant differences in terms of their applications, capabilities, and processing techniques.
If you’re considering a vision system to improve production or other processes, it’s important to understand the difference between computer and machine vision so that you can select the most appropriate solution for your specific industry.
The main difference between computer and machine vision is simply a matter of scope. Both types of systems take images, analyze those images using a computer program, and then relay some sort of decision or conclusion.

Computer vision uses a PC-based processor to perform a deep dive into data analysis. As such, computer vision has a much greater processing capability of acquired visual data when compared to machine vision. PCs are also far more difficult and less robust in many industrial applications and may require significant tailoring by software experts.
Not all industrial applications require the advanced capabilities of computer vision, and this is where machine vision enters into the picture. Oftentimes, simple PLC-based processing capabilities are all that is required by an application. Machine vision can quickly analyze image data to facilitate simple automated choices, such as yes/no, good/bad, defect/no defect, or presence/absence.
With these differences in mind, it becomes easier to understand how computer vision and machine vision lend themselves to different applications.
A more thorough understanding of computer vision and machine vision may be reached through examining their various benefits and applications.
Broadly speaking, computer vision is an extremely valuable technology, allowing for trends and patterns to be quickly and accurately parsed from visual information. In many cases, computer vision software can glean insights that a human would have difficulty reaching with any confidence.
Computer vision has valuable practical applications in many diverse industries, such as:
This process is used to detect abnormalities in medical scans like x-rays, CT scans, MRIs, or cardiograms.
Computer vision differentiates between intentional and accidental damage based on pattern recognition.
Surveillance may be automated with computer vision to detect potential criminal activity.
Self-driving vehicles rely on computer vision technology to power machine learning processes.
Machine vision shares similar benefits in terms of speed and accuracy. However, its applications are instead focused on controlling industrial processes to enhance efficiency. Some examples include:
Machine vision can assess products far faster than a human can, leading to increased operational efficiency.
Automated quality control is invaluable for detecting flaws in intricate designs like barcodes that humans would be unable to easily judge. It can also speed up almost any routine quality check, executing automatic pass/fail functions depending on the result of the assessment.
Machine vision is a necessary component of many robotic guidance processes. By analyzing visual information about the robot’s surroundings, these programs increase speed while allowing for more precise positioning and sorting.
At Intec Automation, we’ve spent the past two decades developing advanced, innovative machine vision and automation solutions. We work with you at every stage of the process to analyze your needs, develop an appropriate machine vision integration solution, and train your employees on how to make best use of the new technology. We can also work closely with your in-house software engineers or bring in experts to develop a computer vision solution tailored to your operation.
If you’re considering implementing a new vision solution into your manufacturing operation, our experts can help you analyze your operation and determine whether machine vision or computer vision is the best choice. To learn more about how our turnkey vision systems can make your operation more efficient, get in touch with our automation specialists today.

With its deep-rooted foundation of over two decades of experience in factory automation, specialty equipment and clean-sheet design and build of...
Assessing the potential that automation has to offer requires a detailed evaluation of your current processes against the latest integrated...

The turnover rate in the manufacturing industry has created a never-ending labor shortage. This forces process engineers to dedicate time and...