 John A. Weismantel
John A. Weismantel
Needle-Bending Equipment Solutions for Medical Manufacturers to Minimize Downtime
Recent advances in a variety of prophylactic and curative treatments have increased the demand for application specific custom bent or formed needles...
John, our VP of Engineering at Intec Automation, is diving deep into the different considerations for needle bending equipment, tooling, and technology to create exact product geometry no matter the requirements. Here is what John will cover:
The considerations for the equipment design to be able to accommodate the variations in raw material coming in as well as the variations in the desired output from the machine include the gauge diameter of the needle, the length of the needle, and the geometries that need to be imparted into that needle.
It’s common to have angle bends, radius bends, and tip bends which are very small features on a cystotome needle, for example. It has a half-millimeter, 90-degree tip bend. That's a very small and precise feature of that device.
So you can have a lot of variation in the geometry that is trying to be produced, as well as the variations in the raw materials that you are trying to produce those processes too. Gauge sizes can run from 12 gauge up to 30 gauge, lengths can be whatever they need to be.
Another consideration, many cannulas have existing features in them such as cross-drilled holes, or sharp tips that have a single bevel cut. In order to perform many of the operations on those types of needles we need to first understand and capture the orientation of those features.
We need to clock the position of an angle bend with respect to a cross-drilled hole or if we are doing a tip bend for example, we have to ensure that the rotational position of that needle is aligned properly so that when our tooling comes in and bends the tip, it's bending it in the right plane or the right degree of freedom to produce the desired end result.
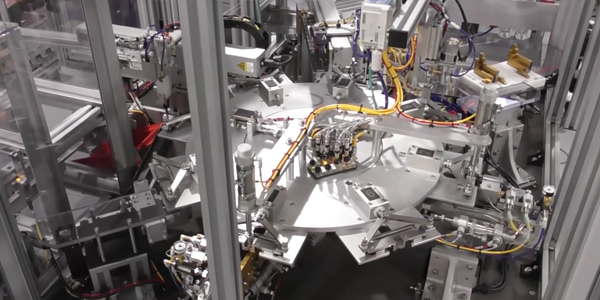
Those types of systems can incorporate several different technologies depending on what the infeed raw materials are and what the resulting product coming out of the output is. If a machine only needs to do angle bends for example, and that's all the customer needs to do. We would first understand,
We would design the equipment to be able to address all their requirements at the rate that they need. In this instance, where we are only talking about a simple angle bend, the machine tooling can be much more automated than more complex geometries.
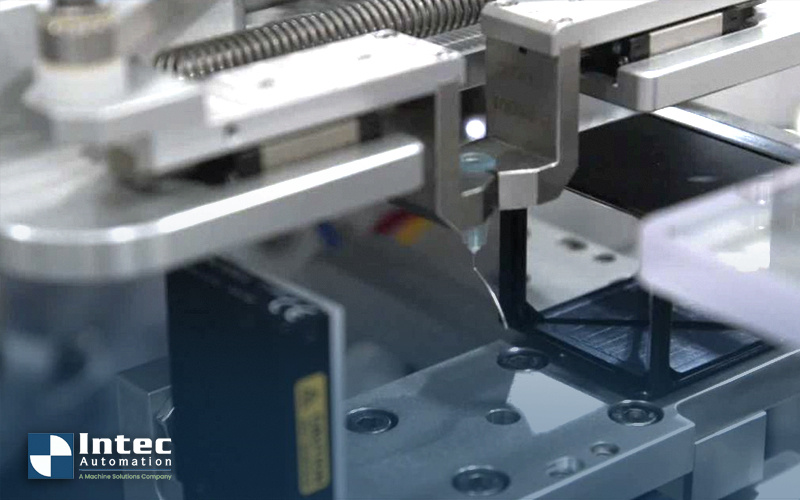
 So for example, to accommodate different gauge sizes we are generally bending these cannula over a male and a female form of a hard tool. So we can utilize servo actuators to position the hard tools. You have a fixed tool and a moving tool and you generally have a servo that controls the vertical position from up above.
So for example, to accommodate different gauge sizes we are generally bending these cannula over a male and a female form of a hard tool. So we can utilize servo actuators to position the hard tools. You have a fixed tool and a moving tool and you generally have a servo that controls the vertical position from up above.
You can control all three parameters to a recipe configuration through our HMI, to be able to produce, I'll say it’s not unlimited but it’s a very high number of product SKU's by just changing offset values of those servo positioners.
If you want the tip that you are bending at 45 degrees to be 4 mm long instead of 6 mm long you can change the position of that vertical actuator so that when it presents the needle to the forming tools it doesn’t insert at 6mm it inserts at 4mm.
You can position the fixed tool based on the gauge size, so as the diameter of the cannula changes the support tool, the fixed tool that you are bending the portion that's being angle bent around, needs to be able to be compensated for the different diameters or the different gauge sizes.
If you are using a small gauge for example, we would come into a fixed position that would be in line to support that small gauge. If it was a larger gauge we would move to a different position.
The moving actuator, which has a tool attached to it, can produce the actual angle that we form that bend to. So if you need to bend to 45 degrees, we would position to a certain extend position. If you need to go to 60 degrees, you can increase the distance that you're extending. So, you would bend that angle slightly further.
In that approach, you can have one machine that can do a very large variety of different product SKU's, and you don't have to do significant tooling changeovers or tooling development or understanding all the springback that is needed for a particular gauge size or particular temper. If you get a new batch in and the temper has a little bit more spring back, you just update that recipe, go to a slightly different servo position and run that batch, and get the output quality that you need.
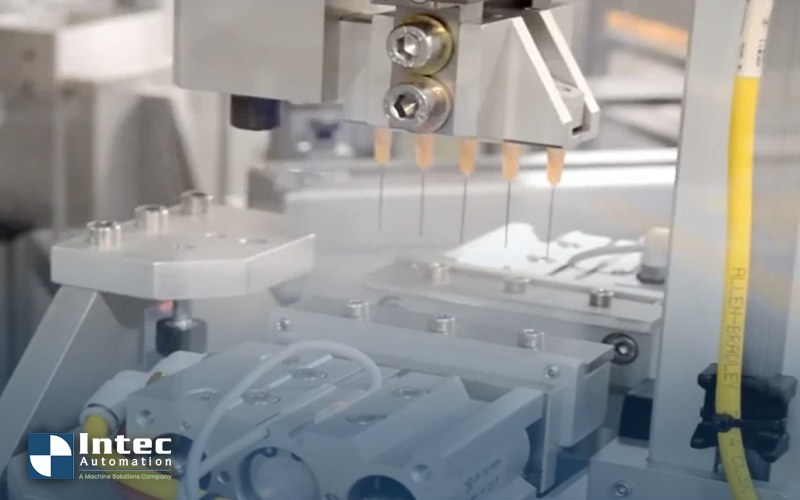
If you look at more complicated bends and you start going into radius bends or combinations of radius bends and angle bends, that's when in many cases you need to have product-specific tooling or recipe-specific tooling.
That recipe-specific tooling utilizes a female form and a male form tool, and we will generally bring those together to hard stops. Similar to the tip crimping, we will come together at a hard stop so it will be a very repeatable process. It will do the same thing every time and the resulting geometry will be very consistent.
One of the considerations that you need to take into account when you are doing more complicated geometry, radius bends or combination radius/angle bends, it's a good idea to incorporate vision systems into the equipment where you are doing in-process inspection of certain aspects of that geometry.
 That vision system will be able to track and measure the produced geometry at the next station downstream of the forming tool. That will ensure and provide another level of quality check that the output product is meeting all the input requirements.
That vision system will be able to track and measure the produced geometry at the next station downstream of the forming tool. That will ensure and provide another level of quality check that the output product is meeting all the input requirements.
It is common that, that tooling will go through a few iterations of development within our team. When we first get a geometry that needs to be produced, we have a process that can create very quickly some soft tools to be able to form samples.
So, we will create prototype tools, we will form cannula, will inspect them, and measure them to see if we are within the geometry requirements of the drawing. If we are not, maybe we have to make slight adjustments to the angle, to the radius, and to the male form to the female form to dial that into producing the final geometry.
Typically that can happen in 1-2 iterations of that tool from prototype to fully hardened tool. However, it is a consideration for the engineering effort that is needed for that level of geometry detail.
If you have a project you'd like to review with Intec Automation, we would love to discuss the details with you! Contact us today.

Recent advances in a variety of prophylactic and curative treatments have increased the demand for application specific custom bent or formed needles...

So, what is the difference between blunt needles and cystotome cannula needles? Blunt Cannula needles are thin, hollow tubes with blunt ends which...
Manual assembly/bending of Cystotomes is very common in low-med. volume production, however this comes with many challenges as the process requires a...